
企业名称:重庆卓工科技有限公司
电话:023-70647999
手机:189-9689-6686
邮箱:534200258@qq.com
网址:www.cqzgzdh.com
地址:重庆市丰都县水天坪工业园区红花岩路105号
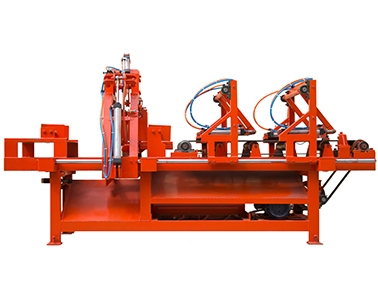
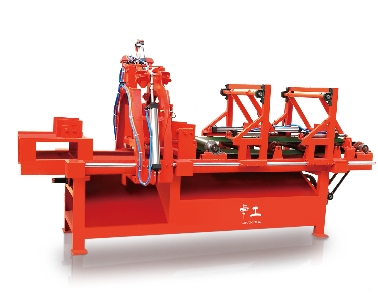
切坯机是砖坯成型工艺中后一道工序的加工设备,它将螺旋挤泥机挤出的具有一定几何形状的泥条切割成厚度相同、符合一定规格的坯体。切坯机的类型有推杆式切坯机、链式切坯机、单弓自动切坯机和多钢丝切坯机等多种,其中以推杆式切坯机应用较为广泛。自动码坯机、切坯机使用时间久,总会出现点问题,影响正常工作,大家不用担心,以下是正泰机械专家找出故障原因及解决方法:
一、推坯样板工作面和运行方向不垂直
产生原因:
1、若样板往复是平行移动,则是调节不当;
2、样板往复不是平行移动,某一端前进和后退都超前,则可能是制作质量问题或曲柄摇杆机构的某一零件损坏。
处理方法:一种原因处理方法:
1、应当调节连杆的调节杆,增减两连杆长度,使样板平行;
2、调节推杆连接座(这时要微调,以保证丝扣有足够的连接长度),增减两推杆长度,使样板平行;
3、在推杆连接座和样板间加垫片,使样板平行。
二种原因处理方法:
1、检查两个偏心轮键槽和偏心销孔是否对称或磨损,若有误差或损坏,应修理;
2、检查两摆杆对应孔中心距是否相等或磨损,安装位置是否对称。若有误差或损坏,应修理;
3、检查曲柄摇杆机构的铰链轴承和销轴是否损坏,是否需要更换新件。
二、样板停止位置不正确,有早停和慢停现象
产生原因:
1、若是早停,是因为控制杆和松离滑块过厚,或两螺旋斜面加工不正确;
2、若是晚停,则是因为控制杆和松离滑块太薄或接触面磨损。
处理方法:
1、应当减薄松离滑块的厚度(尽量不减少或少减少控制杆的厚度,以免影响其强度);
2、在分离块和被动卡爪的凸缘之间加垫片,增加分离块厚度。

三、切坯机失控,样板连续运动(俗称“打连发”)
产生原因:
1、弹簧压力太小;
2、被动轴上的回转件惯性大;
3、松离块和控制杆的接触面磨损;
4、控制杆在导向槽内运动不灵活或弹簧压力不够,使控制不能及时复位;
5、操作不当,脚踩踏板停留时间太长。
处理方法:
1、应当调节螺母增加弹簧压力;
2、减少偏心轮的配重;偏心轮加制动装置;
3、有分离块和被动卡爪的凸缘之间加垫片,增加分离块厚度;
4、修理控制杆或导向槽,使其运动灵活;在弹簧的一端加垫圈,增加弹簧的压力;
5、改进操作方法。
四、爪式离合器的主、被动卡爪碰撞
产生原因:偏心轮配重不足,输出停止后反转,使爪式离合器重新结合,直至停止,如此反复循环,产生撞击声,有时还会使控制杆失控,出现“打连发”。
处理方法:偏心轮增加配重;偏心轮加制动装置。
手机号码:189-9689-6686
座机号码:023-70647999
地址:重庆市丰都县水天坪工业园区红花岩路105号
 |  |
| 进入网站手机站 | 扫一扫,微信咨询 |